- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Progreso de la tecnología epitaxial de SiC de 200 mm de LPE de Italia
2024-08-06
Introducción
El SiC es superior al Si en muchas aplicaciones debido a sus propiedades electrónicas superiores, como estabilidad a altas temperaturas, banda prohibida amplia, alta intensidad de campo eléctrico de ruptura y alta conductividad térmica. Hoy en día, la disponibilidad de los sistemas de tracción de vehículos eléctricos está mejorando significativamente debido a las mayores velocidades de conmutación, mayores temperaturas de funcionamiento y menor resistencia térmica de los transistores de efecto de campo semiconductores de óxido metálico (MOSFET) de SiC. El mercado de dispositivos de potencia basados en SiC ha crecido muy rápidamente en los últimos años; por lo tanto, ha aumentado la demanda de materiales de SiC uniformes, libres de defectos y de alta calidad.
En las últimas décadas, los proveedores de sustratos 4H-SiC han podido aumentar los diámetros de las obleas de 2 pulgadas a 150 mm (manteniendo la misma calidad del cristal). Hoy en día, el tamaño de oblea habitual para los dispositivos de SiC es de 150 mm y, para reducir el coste de producción por unidad de dispositivo, algunos fabricantes de dispositivos se encuentran en las primeras etapas del establecimiento de fábricas de 200 mm. Para lograr este objetivo, además de la necesidad de obleas de SiC de 200 mm disponibles comercialmente, también es muy deseable la capacidad de realizar una epitaxia de SiC uniforme. Por lo tanto, después de obtener sustratos de SiC de 200 mm de buena calidad, el siguiente desafío será realizar un crecimiento epitaxial de alta calidad en estos sustratos. LPE ha diseñado y construido un reactor CVD totalmente automatizado de pared caliente de cristal único horizontal (llamado PE1O8) equipado con un sistema de implantación multizona capaz de procesar sustratos de SiC de hasta 200 mm. Aquí, informamos su rendimiento en epitaxia 4H-SiC de 150 mm, así como resultados preliminares en epiobleas de 200 mm.
Resultados y discusión
PE1O8 es un sistema casete a casete totalmente automatizado diseñado para procesar obleas de SiC de hasta 200 mm. El formato se puede cambiar entre 150 y 200 mm, minimizando el tiempo de inactividad de la herramienta. La reducción de las etapas de calentamiento aumenta la productividad, mientras que la automatización reduce la mano de obra y mejora la calidad y la repetibilidad. Para garantizar un proceso de epitaxia eficiente y rentable, se informan tres factores principales: 1) proceso rápido, 2) alta uniformidad de espesor y dopaje, 3) formación mínima de defectos durante el proceso de epitaxia. En PE1O8, la pequeña masa de grafito y el sistema automatizado de carga/descarga permiten completar una ejecución estándar en menos de 75 minutos (una receta estándar de diodo Schottky de 10 μm utiliza una tasa de crecimiento de 30 μm/h). El sistema automatizado permite la carga/descarga a altas temperaturas. Como resultado, los tiempos de calentamiento y enfriamiento son cortos, suprimiendo al mismo tiempo la etapa de horneado. Estas condiciones ideales permiten el crecimiento de material verdaderamente no dopado.
La compacidad del equipo y su sistema de inyección de tres canales dan como resultado un sistema versátil y con altas prestaciones tanto en dopaje como en uniformidad de espesores. Esto se realizó mediante simulaciones de dinámica de fluidos computacional (CFD) para garantizar un flujo de gas y una uniformidad de temperatura comparables para formatos de sustrato de 150 mm y 200 mm. Como se muestra en la Figura 1, este nuevo sistema de inyección entrega gas de manera uniforme en las partes central y lateral de la cámara de deposición. El sistema de mezcla de gases permite la variación de la química del gas distribuida localmente, ampliando aún más el número de parámetros de proceso ajustables para optimizar el crecimiento epitaxial.
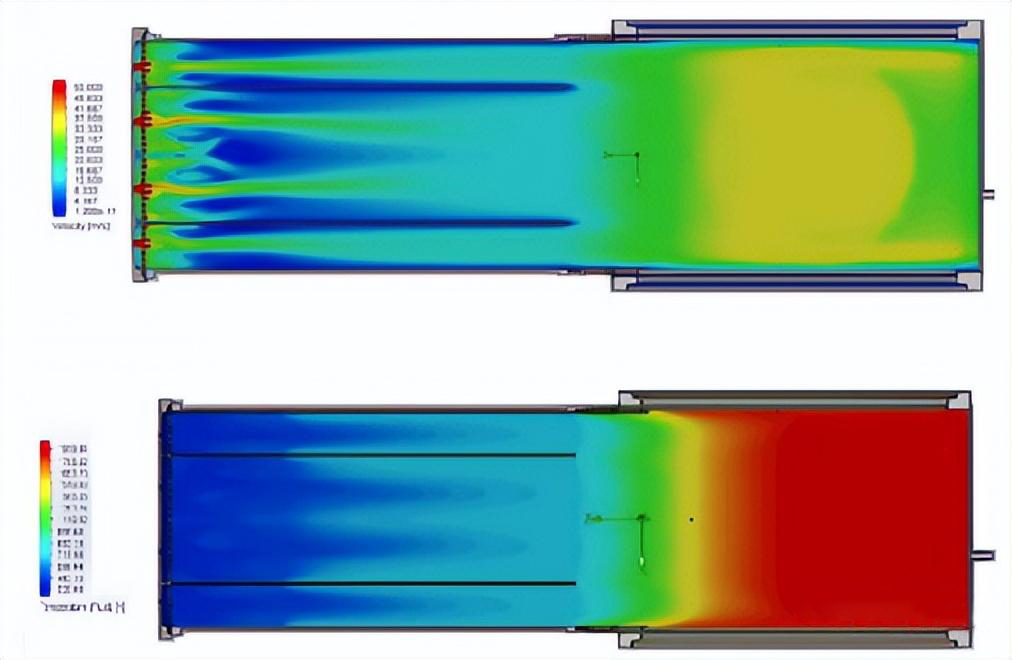
Figura 1 Magnitud de la velocidad del gas simulada (arriba) y temperatura del gas (abajo) en la cámara de proceso de PE1O8 en un plano ubicado a 10 mm por encima del sustrato.
Otras características incluyen un sistema de rotación de gas mejorado que utiliza un algoritmo de control de retroalimentación para suavizar el rendimiento y medir directamente la velocidad de rotación, y una nueva generación de PID para control de temperatura. Parámetros del proceso de epitaxia. Se desarrolló un proceso de crecimiento epitaxial de 4H-SiC tipo n en una cámara prototipo. Se utilizaron triclorosilano y etileno como precursores de los átomos de silicio y carbono; Se utilizó H2 como gas portador y nitrógeno como dopaje tipo n. Se utilizaron sustratos de SiC comerciales de 150 mm con revestimiento de Si y sustratos de SiC de 200 mm de grado de investigación para cultivar epicapas de 4H-SiC dopadas con n de 1 × 1016 cm-3 de 6,5 μm de espesor. La superficie del sustrato se grabó in situ utilizando un flujo de H2 a temperatura elevada. Después de esta etapa de grabado, se hizo crecer una capa tampón de tipo n usando una tasa de crecimiento baja y una relación C/Si baja para preparar una capa suavizante. Sobre esta capa tampón, se depositó una capa activa con una alta tasa de crecimiento (30 μm/h) utilizando una relación C/Si más alta. Luego, el proceso desarrollado se transfirió a un reactor PE1O8 instalado en las instalaciones suecas de ST. Se utilizaron parámetros de proceso y distribución de gas similares para muestras de 150 mm y 200 mm. El ajuste fino de los parámetros de crecimiento se pospuso para estudios futuros debido al número limitado de sustratos de 200 mm disponibles.
El espesor aparente y el rendimiento de dopaje de las muestras se evaluaron mediante sonda de mercurio FTIR y CV, respectivamente. La morfología de la superficie se investigó mediante microscopía de contraste de interferencia diferencial (NDIC) de Nomarski y Candela midió la densidad de defectos de las epicapas. Resultados preliminares. En la Figura 2 se muestran los resultados preliminares del dopaje y la uniformidad del espesor de muestras cultivadas epitaxialmente de 150 mm y 200 mm procesadas en la cámara prototipo. Las epicapas crecieron uniformemente a lo largo de la superficie de los sustratos de 150 mm y 200 mm, con variaciones de espesor (σ/media ) tan bajas como 0,4% y 1,4%, respectivamente, y variaciones de dopaje (σ-media) tan bajas como 1,1% y 5,6%. Los valores de dopaje intrínseco fueron aproximadamente 1×1014 cm-3.
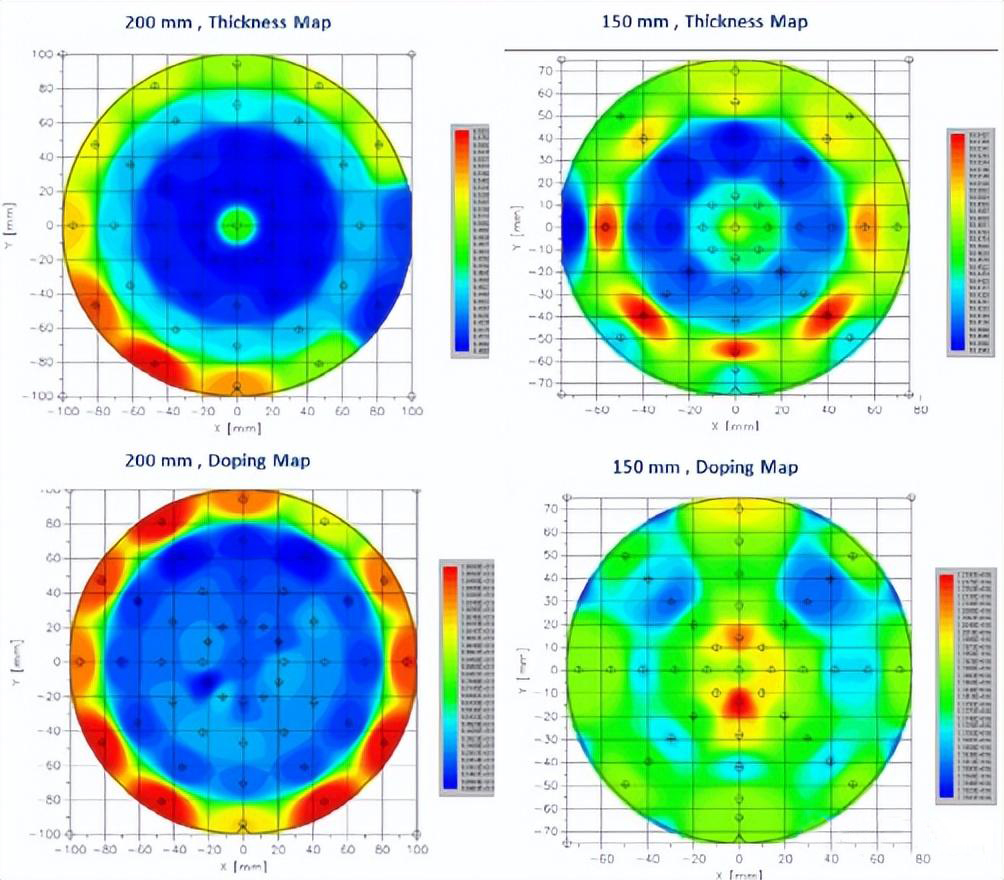
Figura 2 Perfiles de espesor y dopaje de epiwafers de 200 mm y 150 mm.
La repetibilidad del proceso se investigó comparando variaciones entre ejecuciones, lo que dio como resultado variaciones de espesor tan bajas como 0,7 % y variaciones de dopaje tan bajas como 3,1 %. Como se muestra en la Figura 3, los resultados del nuevo proceso de 200 mm son comparables a los resultados de última generación obtenidos anteriormente en 150 mm con un reactor de PE1O6.
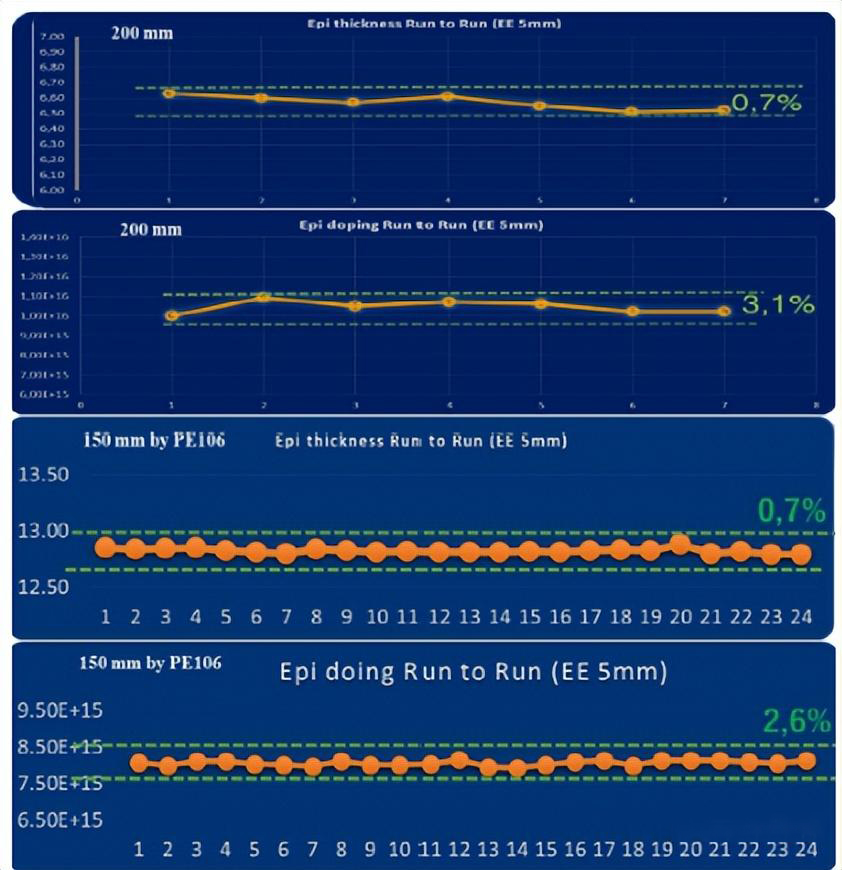
Figura 3 Espesor capa por capa y uniformidad de dopaje de una muestra de 200 mm procesada por una cámara prototipo (arriba) y una muestra de 150 mm de última generación fabricada con PE1O6 (abajo).
En cuanto a la morfología de la superficie de las muestras, la microscopía NDIC confirmó una superficie lisa con rugosidad por debajo del rango detectable del microscopio. Resultados PE1O8. Luego se transfirió el proceso a un reactor de PE1O8. El espesor y la uniformidad del dopaje de las epiobleas de 200 mm se muestran en la Figura 4. Las epicapas crecen uniformemente a lo largo de la superficie del sustrato con variaciones de espesor y dopaje (σ/media) tan bajas como 2,1% y 3,3%, respectivamente.
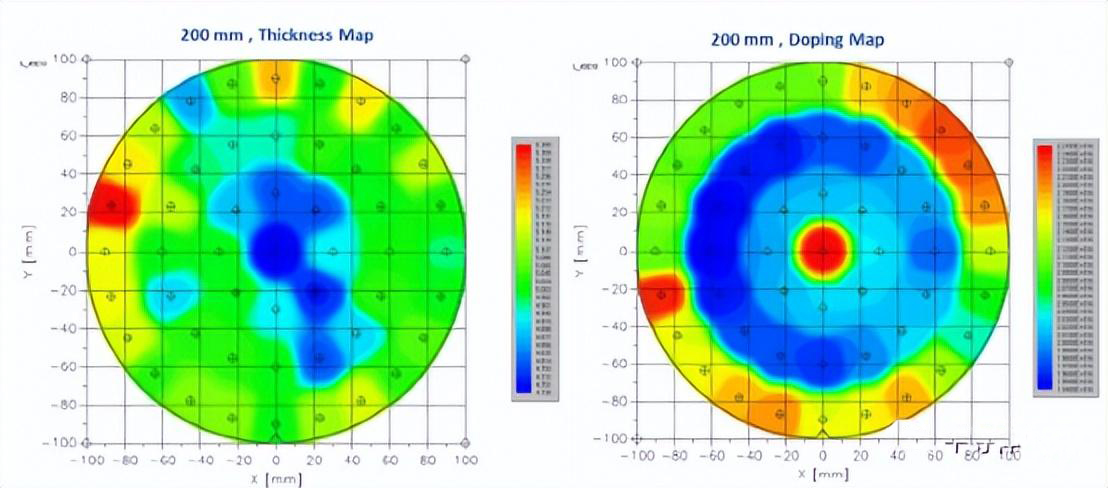
Figura 4 Espesor y perfil de dopaje de una epiwafer de 200 mm en un reactor de PE1O8.
Para investigar la densidad de defectos de las obleas cultivadas epitaxialmente, se utilizó candela. Como se muestra en la figura. Se lograron densidades totales de defectos de tan solo 1,43 cm-2 y 3,06 cm-2 en las muestras de 150 mm y 200 mm, respectivamente. Por lo tanto, se calculó que el área total disponible (TUA) después de la epitaxia era del 97% y el 92% para las muestras de 150 mm y 200 mm, respectivamente. Vale la pena mencionar que estos resultados se lograron solo después de unas pocas ejecuciones y se pueden mejorar aún más ajustando los parámetros del proceso.
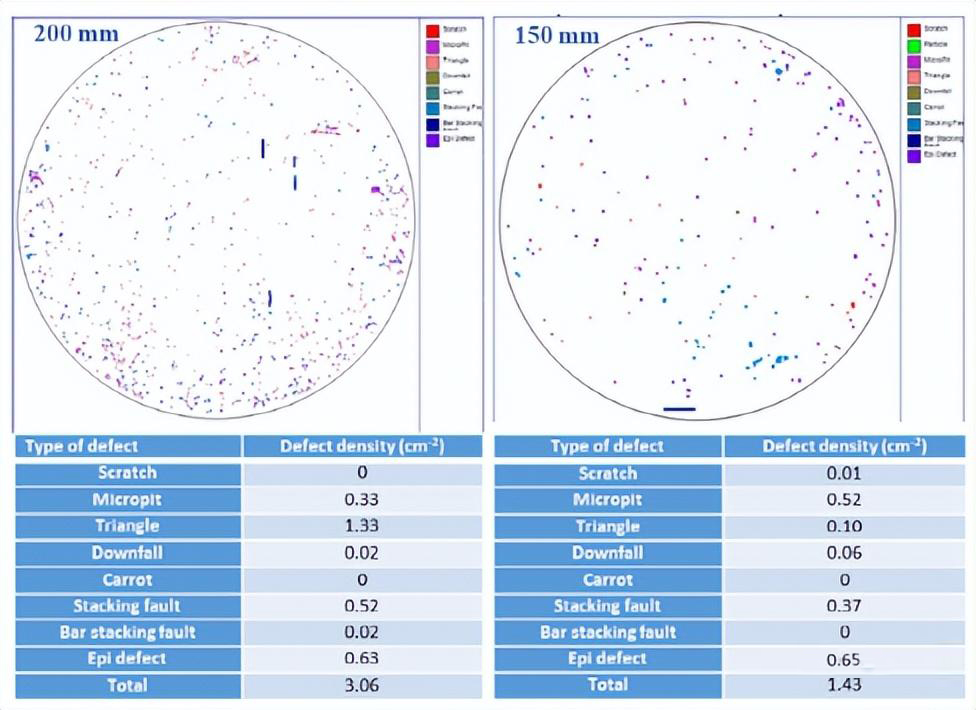
Figura 5 Mapas de defectos de Candela de epiobleas de 200 mm (izquierda) y 150 mm (derecha) de 6 μm de espesor cultivadas con PE1O8.
Conclusión
Este artículo presenta el reactor CVD de pared caliente PE1O8 de nuevo diseño y su capacidad para realizar epitaxia 4H-SiC uniforme en sustratos de 200 mm. Los resultados preliminares en 200 mm son muy prometedores, con variaciones de espesor tan bajas como 2,1 % en toda la superficie de la muestra y variaciones del rendimiento de dopaje tan bajas como 3,3 % en toda la superficie de la muestra. Se calculó que la TUA después de la epitaxia era del 97 % y el 92 % para las muestras de 150 mm y 200 mm, respectivamente, y se prevé que la TUA para 200 mm mejore en el futuro con una mayor calidad del sustrato. Teniendo en cuenta que los resultados en sustratos de 200 mm aquí reportados se basan en algunos conjuntos de pruebas, creemos que será posible mejorar aún más los resultados, que ya están cerca de los resultados más avanzados en muestras de 150 mm, si ajustar los parámetros de crecimiento.